Introduction:
When it comes to surface finishing, precision and consistency are everything. For industries like automotive, aerospace, and medical device manufacturing, achieving the perfect surface finish can mean the difference between success and failure. And for hardened steel parts, the process can be even more challenging. But fear not! With the latest advancements in vibratory finishing machines and centrifugal disc finishing machines, achieving high-quality finishes on even the toughest materials has never been easier. In this article, we'll dive into the world of surface finishing and show you how to take your hardened steel parts to the next level. |
|
Before diving into the surface finishing process, it's important to understand surface finish specifications. Surface finish specifications typically include a range of parameters, such as roughness, waviness, and lay. Roughness is the most common parameter used to specify surface finish and refers to the texture of the surface. The roughness of a surface is typically measured in microns (µm) or microinches (µin) using a roughness tester. The surface finish specification will define the maximum allowable roughness value (Ra) or the range of acceptable values.
Waviness, on the other hand, refers to the form of the surface and the deviations from a true flat plane. Waviness is typically measured in millimeters (mm) or inches (in) using a waviness tester. The surface finish specification will define the maximum allowable waviness value (Wt) or the range of acceptable values.
Finally, lay refers to the direction of the surface texture, typically caused by the manufacturing process. The lay is measured in degrees using a surface roughness profilometer. The surface finish specification will define the maximum allowable lay value (Θt) or the range of acceptable values.
Understanding these parameters is crucial for achieving the desired surface finish on hardened steel parts. With the right equipment and techniques, it's possible to achieve precise and consistent surface finishes that meet the most demanding specifications.
 |
 |
| SWS400 Vibratory Finishing Machine | ED120FA Centrifugal Disc Finishing Machine |
When choosing vibratory finishing machines, it's important to consider factors such as the size and shape of the parts, the desired level of surface finish, and the type of abrasive media that will be used. For example, a smaller machine may be sufficient for finishing small parts, while a larger machine may be needed for finishing larger parts or parts with more complex geometries. The type of abrasive media will depend on the surface finish specifications and the material of the parts being finished. Ceramic media is ideal for deburring, while plastic media is good for smoothing and polishing.
Centrifugal disc finishing machines are typically used for finishing larger and heavier parts, as well as parts that require a higher level of precision. These machines work by rotating a disc at high speeds, which causes the abrasive media to flow outward and create a grinding action against the parts. The disc can be customized with various features to accommodate different part shapes and sizes.
The first step in preparing parts for finishing is cleaning them thoroughly to remove any oils, dirt, or other contaminants. This can be done using a variety of methods, such as solvent cleaning, alkaline cleaning, or ultrasonic cleaning. The specific method chosen will depend on the type and amount of contaminants present on the parts. Once the parts have been cleaned, they should be carefully inspected for any defects or damage that could be exacerbated during the finishing process. Any defects should be repaired or removed prior to finishing.
After inspection, the parts should be masked to protect any critical areas that should not be finished. Masking can be done using a variety of materials, such as tape, plugs, or caps. The masking material should be selected based on the part geometry and the type of finishing process being used.
During the finishing process, choosing the right tumbling media is crucial to achieving the desired surface finish on hardened steel parts. The type, size, and shape of the media all play a role in the finishing process. For example, ceramic media is a popular choice for finishing hardened steel parts, as it is durable and can withstand the high pressures and forces involved in the finishing process. Steel media can also be used for finishing hardened steel parts, but care must be taken to avoid damaging the parts.
The size and shape of the media also play a role in achieving the desired surface finish. For example, larger media is typically used for heavier deburring and surface smoothing, while smaller media is better suited for fine finishing and polishing. Cone-shaped media is typically used for deburring and edge-breaking, while ball-shaped media is effective for general surface smoothing. Cylinder-shaped media is useful for polishing flat surfaces, while triangle-shaped media is useful for reaching corners and other hard-to-reach areas.
The media-to-parts ratio is another important factor to consider when choosing tumbling media for hardened steel parts. As mentioned earlier, a general rule of thumb is to use a media-to-parts ratio of 3:1 to 5:1 for deburring and 5:1 to 8:1 for surface finishing. This ensures that the media is able to effectively remove burrs and create the desired surface finish without causing damage to the parts.
In addition to choosing the right tumbling media, it's also important to consider the finishing time and water flow rate. The finishing time will depend on the part geometry, the desired surface finish, and the type of tumbling media being used. Generally, longer finishing times will result in smoother surface finishes. Water flow is also crucial in the finishing process, as it helps to wash away debris and prevent the parts from overheating. The water flow rate should be set based on the part size and the type of finishing process being used.
|
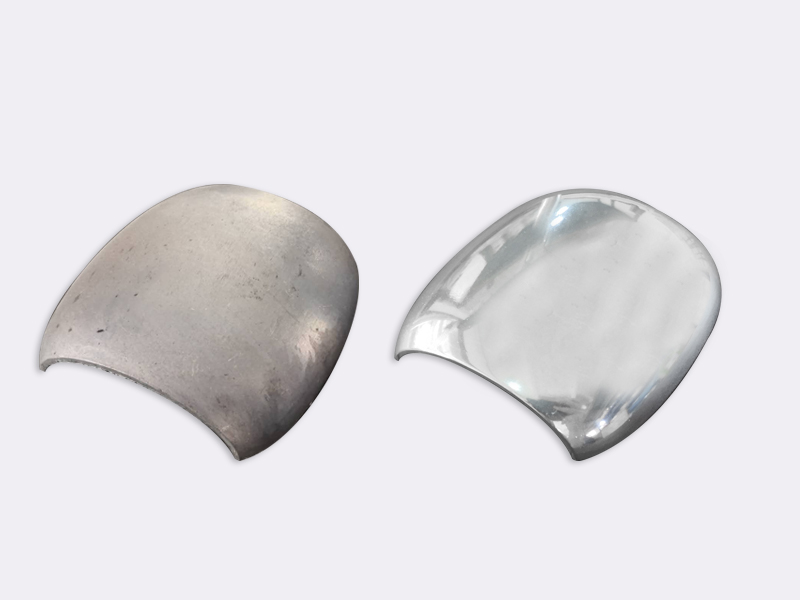
Hardened Steels Before and After |
Quality control is critical to achieving consistent and repeatable surface finishes. One way to monitor the surface roughness of the finished parts is to use a roughness tester, such as a profilometer. A profilometer measures the surface roughness by dragging a stylus across the surface of the part and measuring the height variations. The data collected can be used to adjust the finishing process as needed to achieve the desired surface finish. Documentation of the finishing process and any adjustments made is important for ensuring consistency and traceability. This documentation should include information such as the finishing time, media type, media-to-parts ratio, and water flow rate. Any rejected parts should be analyzed to determine the cause of the defect and prevent similar issues in the future. |
In conclusion, choosing the right finishing equipment, preparing parts for finishing, applying the finishing process, and ensuring quality control are all critical steps in achieving a successful surface finishing outcome. By following the tips and guidelines outlined in this article, you can ensure that your parts are finished to the highest quality standards, giving them a longer lifespan, improved performance, and better aesthetics.
At Mass Polishing, we offer a wide range of vibratory finishing machines and centrifugal disc finishing machines to meet all your surface finishing needs. Our experienced team of experts can provide personalized recommendations and support to ensure that you select the right equipment and finishing process for your specific application.
We take pride in delivering high-quality equipment, exceptional service, and technical expertise to our valued customers. Contact us today to learn more about how we can help you achieve optimal surface finishing results.